
Gyorslinkek

Főoldal > Szolgáltatások > 3D Nyomtatási Szolgáltatás > Folyadékkristályos kijelző (LCD)


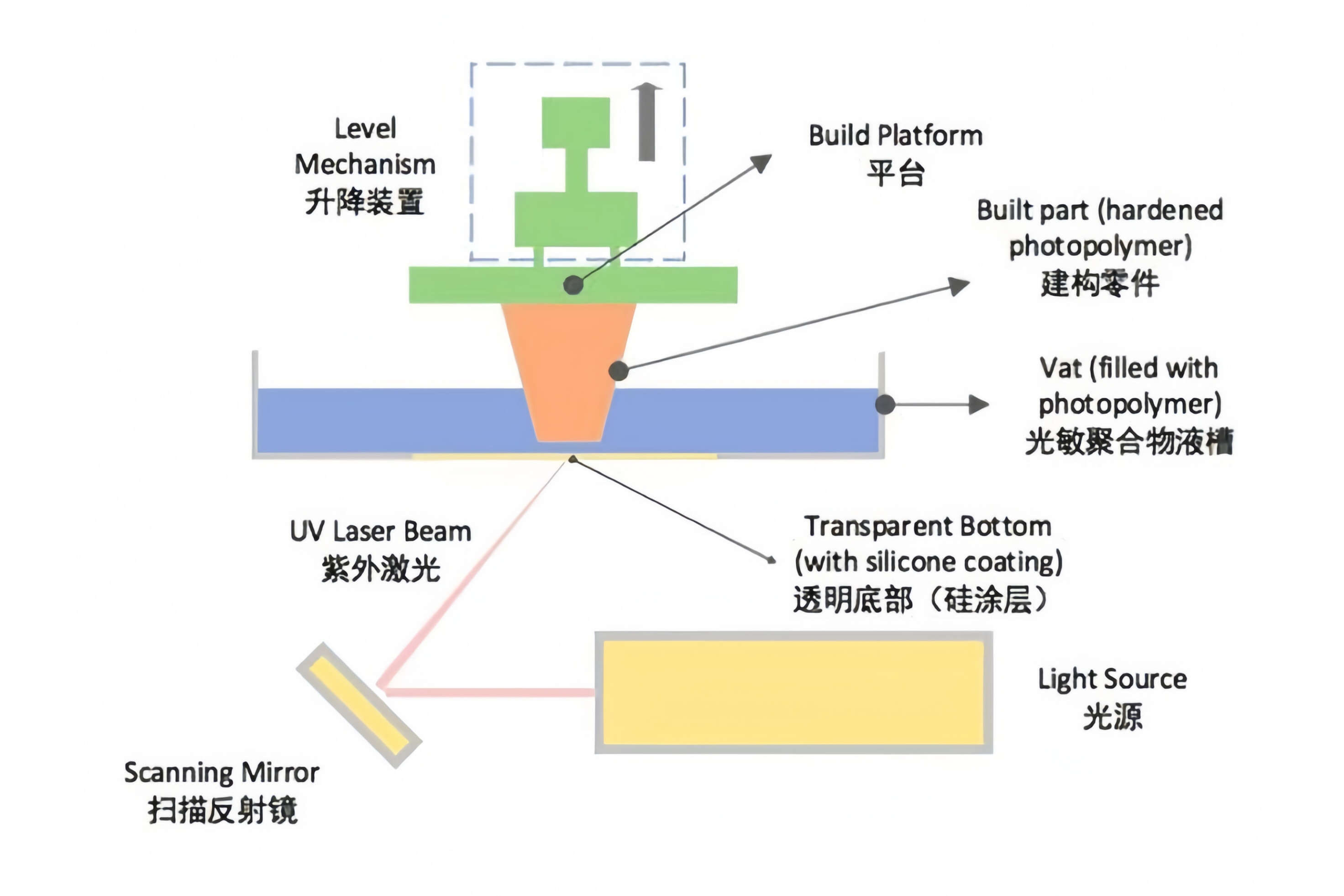
A Formlabs LFD technológia egy fejlett sztereolitográfia (SLA) 3D nyomtatási eljárás, amely rendkívül részletes, pontos és kiváló felületminőségű alkatrészek előállítására készült. A hagyományos SLA-tól eltérően, amely erős lézert használ a gyanta megkeményítéséhez, az LFD egy kisebb erőbehatású módszert alkalmaz, ezzel csökkentve a nyomtatott alkatrészben keletkező feszültséget, és lehetővé téve összetettebb és finomabb geometriák létrehozását. Ez a technológia különösen jól alkalmazható olyan felhasználásoknál, ahol nagy pontosság és elegáns megjelenés szükséges.
| Anyag | Szín | Húzó Erő (XY) |
Húzó Modulus (XY) |
Nyúlás törrésnél (XY) |
| Tough 1500 | Szürke-fekete | 33 MPa | 1,5 GPa | 51% |
| Tough 2000 | Piszkosfehér | 46 MPa | 2,2 GPa | 48% |
| Rigid 4000 gyanta | Fehér | 69MPa | 4,1GPa | 5.30% |
| Flexible 80A | Tiszta | 8,9 Mpa | N/D | 120% |
| Elastic 50A | Tiszta | 3,23 Mpa | N/D | 160% |
| Magas hő | Fekete | 58Mpa | 2,8 Gpa | 2.30% |
| Esd | Fekete | 44,2 MPa | 1,937 GPa | 12% |
| Szilikon 40A | Fekete | 5 Mpa | N/D | 230% |
| Lángálló gyanta | Szürke | 41 MPa | 3,1 GPa | 7.10% |
T a Formlabs LFD 3D-s nyomtatási folyamata azzal kezdődik, hogy a nyomtatási tartályt folyékony fotopolimer gyantával töltik meg. Egy alacsony erőhatású lézer, amelyet egy pontos számítógép-vezérelt rendszer irányít, a nyomtatandó alkatrész keresztmetszeti alakját rajzolja a gyanta felületére, és rétegenként szelektíven megkeményíti azt. A hagyományos SLA-tól eltérően, az alacsonyabb lézer teljesítmény csökkenti az alkatrész belső feszültségeit, ezzel csökkentve a deformáció vagy repedés veszélyét. Minden egyes megkeményített réteg után az építési platform kissé lejjebb süllyed, és egy új gyantáréteg egyenletesen elterjed a korábban megkeményített réteg felett. Ez a folyamat ismétlődik mindaddig, amíg az alkatrész teljesen meg nem formálódik. A nyomtatás befejezése után az alkatrészt óvatosan eltávolítják a nyomtatási tartályból, leszerelik a támasztóstruktúrákat, majd az alkatrészt ultrahangos tisztításon esik át a maradék gyanta eltávolításához. Végül az alkatrészt ultraviola fénynél további keményítésnek vetik alá, ezzel javítva annak mechanikai tulajdonságait és stabilitását. |
 |
|
Előnyök
|
Hátrányok
|

 Magas pontosság és részletesség
Magas pontosság és részletesség  Korlátozott építési térfogat
Korlátozott építési térfogat