
Hurtiglenker

Hjem > Tjenester > 3D-utskriftstjeneste > Direct Metal Laser Sintering (DMLS)


Direkte metalllasersintering (DMLS) er en avansert 3D-printingsteknologi som er designet for fremstilling av metallkomponenter med ekstraordinære mekaniske egenskaper og komplekse geometrier. Den bruker en høyeffekt laser for å selektivt smelte og flette metallpulverpartikler lag for lag, noe som muliggjør produksjon av kompakte, høyfasthets metallkomponenter som er vanskelige eller umulige å produsere ved hjelp av tradisjonelle produksjonsmetoder. Vårt DMLS-tjeneste tilbyr en rekke metallmaterialer, inkludert rustfritt stål, titan, aluminium og kobolt-krom, hver med unike egenskaper tilpasset spesifikke anvendelser. Velg vår DMLS-tjeneste for rask prototyping og produksjon av metallkomponenter med nøyaktighet, hastighet og materialdiversitet.
| Materiale | Strekk Styrke (XY) |
Flytegrense Styrke(XY) |
Elongasjon ved brudd (XY) |
Tetthet | Hardhet |
| AISi10Mg | 460±30 Mpa | 270±30 Mpa | 9±2 % | 2,7 g/cm3 | 70±3HRB |
| TC4 | 1200±50 MPa | 1100±50 MPa | 10±2 % | 4,4 g/cm3 | 36±4HRC |
| 316L | 670±50 MPa | 530±60 MPa | 50±10 % | 7,9 g/cm3 | 34±3HRC |
| 18Ni300 | 1150±50 Mpa | 1100±50 MPa | 18±3 % | 8,1 g/cm3 | 36±4HRC |
| In718 | 1060±50 Mpa | 780±50 Mpa | 27±5 % | 8,2 g/cm3 | 74±4HRB |
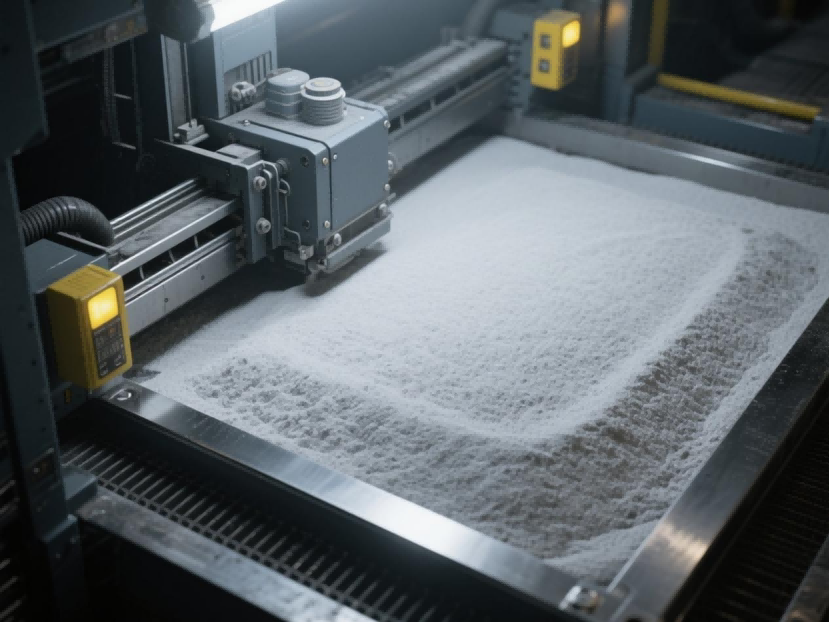
DMLS 3D-printing starter i en byggerom fylt med et fint lag metallpulver. En høyeffekt laserstråle, styrt av et nøyaktig datadrevet system, tegner den tverrsnittsformede delen som skal printes på overflaten av pulverbassenget, og smelter og fester metallpartiklene sammen. Etter at hvert lag er sintret, senkes byggeplattformen litt, og et nytt lag metallpulver spres jevnt over det tidligere sintrede laget. Denne prosessen gjentas til hele delen er fullstendig printet. Når printingen er ferdig, fjernes delen nøye fra byggerommet, og eventuelt overskytende pulver fjernes. Delen kan gjennomgå etterbehandlingssteg som varmebehandling, overflatebehandling og maskinering for å oppnå de ønskede mekaniske egenskapene og overflateutførelsen. |
 |
|
Fordeler
|
Utrengsler
|

 Høy styrke og tetthet
Høy styrke og tetthet  Høye kostnader
Høye kostnader